
Stereolithography rapid prototyping is one of the most precise additive manufacturing methods available to hardware startups today. Despite its popularity, many founders misunderstand where SLA fits within a disciplined product development strategy. Some assume it is purely cosmetic, while others believe it can replace structural prototyping methods entirely. Both assumptions create unnecessary risk during early-stage hardware development.
For startup founders focused on speed, controlled budgets, and small-batch validation, understanding stereolithography prototyping is not simply about selecting a 3D printing method. It is about aligning fabrication technique with validation objectives. When used strategically, an SLA prototype can dramatically accelerate enclosure refinement, precision fit validation, and presentation-quality development. When misused, it can lead to inaccurate stress conclusions, inflated costs, and delayed iteration cycles.
This guide explores the rapid prototyping & manufacturing fundamentals of stereolithography, explains when SLA in rapid prototyping is most effective, and outlines how startup teams can integrate it into lean hardware product development without compromising structural validation.
What Is Stereolithography Rapid Prototyping?
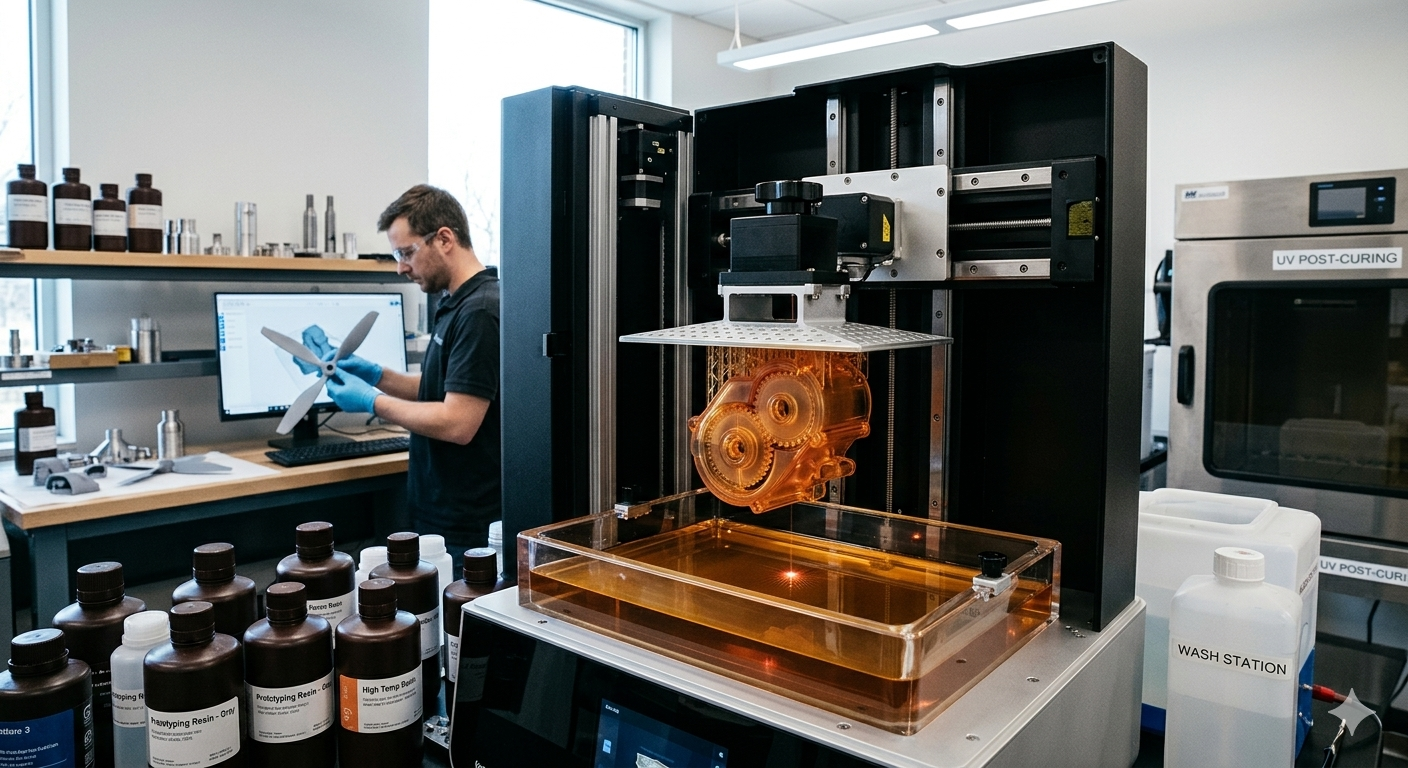
Stereolithography (SLA) is an additive manufacturing process that uses a focused ultraviolet laser to cure liquid photopolymer resin into solid material, layer by layer. The build platform gradually moves as successive cross-sections are polymerized until the part is fully formed. Unlike filament-based methods such as FDM, stereolithography relies on photochemical curing rather than thermoplastic extrusion.
The key components of the SLA process include:
- A vat of liquid photopolymer resin
- A UV laser system
- A build platform that moves incrementally
- Post-processing steps such as solvent washing and secondary UV curing
Because of its fine layer resolution, stereolithography rapid prototyping produces parts with exceptional surface finish and dimensional accuracy. This precision makes SLA prototypes particularly valuable in enclosure design, micro-mechanical components, and high-detail validation scenarios.
Rapid Prototyping & Manufacturing Fundamentals of Stereolithography
To use SLA effectively, founders must understand its material properties and manufacturing implications. The rapid prototyping & manufacturing fundamentals of stereolithography revolve around resin chemistry, structural behavior, and post-processing requirements.
Thermoset Resin Behavior
SLA resins are thermoset photopolymers, meaning that once cured, they cannot be remelted or reshaped. This characteristic differentiates them from thermoplastics commonly used in injection molding and FDM printing. The cured resin forms cross-linked polymer chains that provide rigidity but limit flexibility.
For hardware startups, this means design modifications require reprinting rather than reshaping. Iteration planning should account for this constraint.
Resolution and Surface Finish
SLA printers typically achieve layer heights between 25 and 100 microns, allowing for smooth surfaces and crisp detail. The fine resolution makes stereolithography prototyping especially effective for:
- Complex geometries
- Small snap-fit features
- Tight corner radii
- Precision interface components
Surface smoothness also reduces the need for heavy finishing when preparing investor-ready samples.
Mechanical Characteristics
Standard SLA resins tend to be more brittle than engineering thermoplastics. While specialized resins offer improved flexibility and impact resistance, SLA parts generally do not replicate the fatigue behavior of injection-molded ABS or nylon. Heat resistance varies by resin type, and thermal testing must consider material limitations.
Understanding these fundamentals prevents founders from drawing incorrect conclusions during functional testing.
When to Use an SLA Prototype
An SLA prototype should be selected based on specific validation goals rather than default preference.
High-Detail Enclosure Development
Consumer electronics and IoT products often require visually refined housings. Stereolithography rapid prototyping allows founders to evaluate:
- Seam alignment
- Snap-fit engagement
- Surface curvature
- Button tolerances
- Branding placement
Because SLA produces smooth, injection-like finishes, it provides a more accurate representation of final product aesthetics than many filament-based methods.
Small Precision Components
SLA is particularly effective for small mechanical features such as:
- Gears
- Clips and latches
- Sensor mounts
- Microfluidic channels
- Optical housings
The fine resolution preserves detail that might degrade in lower-resolution printing methods.
Transparent or Translucent Applications
Clear SLA resins enable validation of components such as light pipes, LED diffusers, and fluid chambers. These use cases benefit from the optical clarity achievable through careful polishing and finishing.
When SLA in Rapid Prototyping Is Not Ideal
Despite its strengths, SLA is not universally suitable for every hardware component.
Impact-Heavy Testing
Products that must endure repeated drops, vibration, or high mechanical stress often require tougher materials than standard SLA resin. Engineering-grade resins can improve durability, but for structural testing, FDM or CNC methods may provide more realistic material simulation.
Large Structural Parts
Large SLA prints increase resin cost and may warp during curing. For frames, brackets, or load-bearing assemblies, alternative fabrication methods often provide better cost-to-strength ratios.
High-Temperature Validation
Many SLA resins soften at lower temperatures compared to injection-molded thermoplastics. Thermal stress testing should be conducted with materials that closely replicate final production polymers.
Selecting SLA strategically ensures it supports validation rather than distorting results.
SLA vs. FDM vs. CNC: Choosing the Right Method
Startup founders frequently evaluate which prototyping method best supports early development. Each fabrication technique serves distinct purposes.
SLA excels in high-detail and cosmetic validation. FDM is often better suited for structural iteration and cost-efficient early testing. CNC machining offers high-strength material validation and accurate mechanical interfaces.
A lean development strategy often integrates multiple methods. For example, an enclosure shell may be produced via SLA for visual validation, while internal structural brackets are tested using FDM or CNC. This hybrid approach ensures both aesthetic and mechanical reliability are validated without overspending on unnecessary precision.
Integrating SLA Into Lean Hardware Development
Lean hardware development prioritizes validated progress and controlled cost escalation. SLA should be introduced at stages where its precision meaningfully reduces uncertainty.
Early Visual Validation
Once a concept moves beyond basic structural proof, SLA can validate detailed geometry and ergonomic contours. This stage is particularly valuable for products preparing for investor presentations.
Mechanical Fit Confirmation
Snap fits, interference tolerances, and mating components benefit from SLA’s dimensional accuracy. At this stage, SLA ensures that parts align correctly before committing to prototype manufacturing.
Presentation-Grade Prototypes
Before crowdfunding campaigns or retailer outreach, SLA prototypes can produce near-production appearance without tooling investment. Proper finishing enhances perceived product maturity.
By sequencing SLA use after functional validation but before mass tooling, founders maintain lean discipline.
Post-Processing Considerations
SLA requires structured post-processing steps. Parts are typically washed in isopropyl alcohol to remove uncured resin and then exposed to UV light to complete polymerization. Support structures must be removed carefully to avoid surface damage.
For presentation-quality prototypes, additional steps such as sanding, priming, painting, or clear coating may be required. These finishing operations should be included in timeline planning, especially when preparing samples for stakeholders.
Cost Structure of Stereolithography Prototyping
SLA prototypes generally cost more per cubic centimeter than filament-based prints due to resin pricing and post-processing labor. Cost factors include:
- Resin type
- Print volume
- Support complexity
- Post-curing time
- Finishing requirements
While higher cost may appear disadvantageous, the precision and surface quality can prevent costly redesigns later in development. Founders should evaluate SLA not by unit cost alone but by risk reduction value.
Common Mistakes When Using SLA Prototyping
Startup founders often misuse stereolithography prototyping by misunderstanding material limitations.
One frequent mistake is treating SLA as structurally equivalent to injection molding. Because resin behavior differs from thermoplastics, mechanical conclusions drawn from SLA-only stress tests may be misleading.
Another common error involves overusing SLA in early iterations. Early mechanical validation often benefits from faster and cheaper FDM printing before transitioning to high-detail SLA refinement.
Incorrect resin selection also creates testing inaccuracies. Engineering-grade resins must be matched to functional requirements such as flexibility, heat resistance, or impact strength.
Avoiding these mistakes ensures that SLA supports disciplined hardware development rather than distorting validation results.
SLA in a Prototype Manufacturing Lab Environment
In a prototype manufacturing lab, SLA rarely operates in isolation. Instead, it complements other fabrication techniques within a controlled small-batch validation process.
For example, enclosure shells may be produced using SLA, while internal mechanical components are CNC machined and structural supports are FDM printed. This integrated approach allows founders to validate assembly logic, component stacking, and repeatability before small-batch production.
Prototype manufacturing labs prioritize flexibility and rapid iteration. SLA becomes one tool among many rather than the default solution.
Strategic Perspective for Startup Founders
Stereolithography rapid prototyping is most powerful when aligned with lean development objectives. It excels in precision validation, surface refinement, and presentation-quality prototyping. However, structural validation and thermal stress testing often require complementary methods.
Startup founders who integrate SLA intelligently—after functional validation and before tooling commitment—reduce risk and accelerate confidence in final design decisions. When used strategically within a broader prototype manufacturing ecosystem, SLA enhances development velocity without compromising structural integrity.
For early-stage hardware teams, the objective is not to use the most advanced technology available. The objective is to use the right technology at the right time. Stereolithography rapid prototyping is a highly refined tool, but refinement must follow engineering discipline rather than replace it